En tant que fournisseur de tiges chromées 42CRMO4, je me demande souvent sur la machinabilité de ce matériau particulier. La machinabilité est un facteur crucial dans l'industrie manufacturière, car elle a un impact direct sur l'efficacité, le coût et la qualité du produit final. Dans cet article de blog, je vais me plonger dans la machinabilité des tiges chromées 42CRMO4, explorant ses caractéristiques, influençant les facteurs et considérations d'usinage pratiques.
Comprendre les tiges chromées 42crmo4
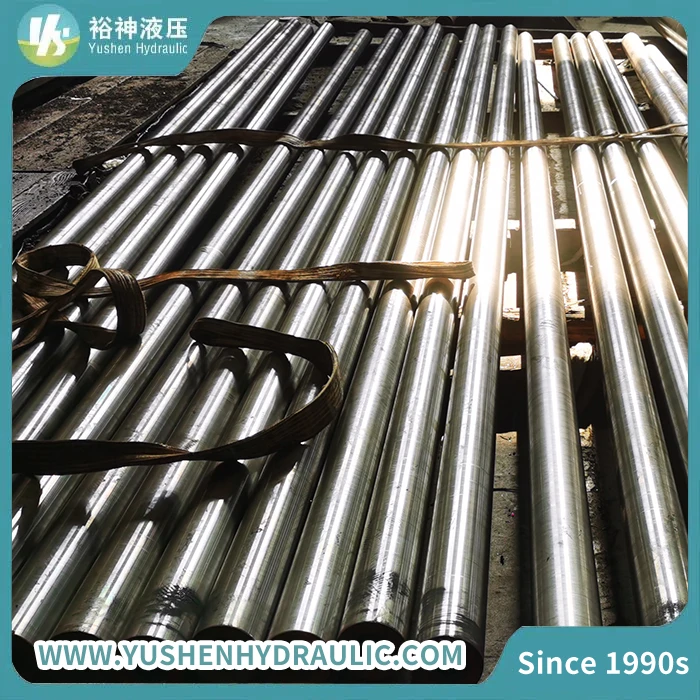
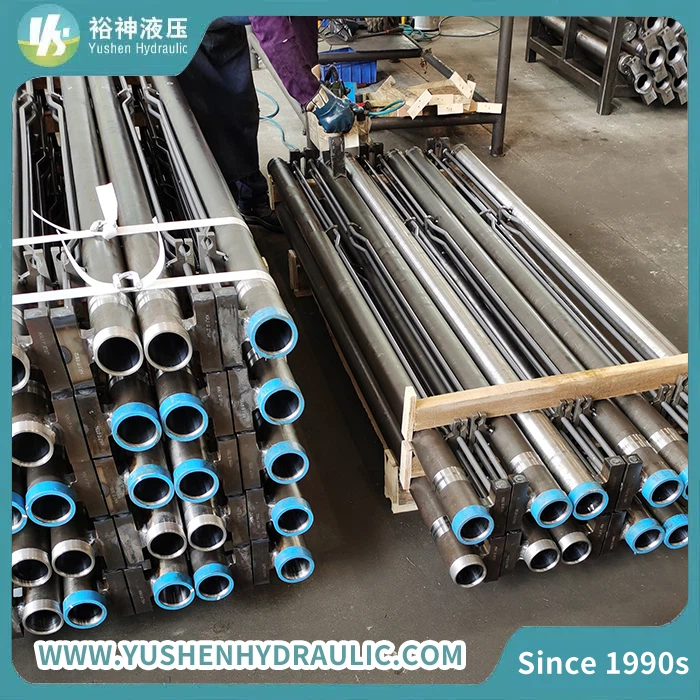
Avant de discuter de la machinabilité, comprenons brièvement ce que sont les tiges chromées 42CRMO4. 42CRMO4 est un acier en alliage haute résistance qui contient du chrome et du molybdène. Ces éléments d'alliage améliorent la durabilité, la résistance et la ténacité de l'acier, ce qui le rend adapté aux applications nécessitant des propriétés mécaniques élevées, telles que les composants automobiles, les pièces de machines et les cylindres hydrauliques.
La couche chromée à la surface de la tige offre des avantages supplémentaires, notamment une amélioration de la résistance à la corrosion, une résistance à l'usure et une finition lisse et esthétique. Le placage chromé réduit également la friction, ce qui est particulièrement important dans les applications où la tige glisse contre d'autres composants.


Machinabilité définie
La machinabilité fait référence à la facilité avec laquelle un matériau peut être usiné à l'aide de processus d'usinage conventionnels, tels que le tournage, le fraisage, le forage et le broyage. Un matériau avec une bonne machinabilité nécessite moins de force de coupe, produit une meilleure finition de surface et a une durée de vie d'outil plus longue par rapport à un matériau avec une mauvaise machinabilité.
Plusieurs facteurs influencent la machinabilité d'un matériau, notamment sa composition chimique, sa dureté, sa microstructure et ses propriétés thermiques. Pour les tiges chromées 42CRMO4, ces facteurs interagissent de manière complexe pour déterminer sa machinabilité.
Composition chimique et machinabilité
La composition chimique de 42CRMO4 joue un rôle important dans sa machinabilité. Le chrome et le molybdène sont de puissants éléments de formation de carbure, ce qui signifie qu'ils ont tendance à former des particules de carbure durs dans la microstructure de l'acier. Ces carbures peuvent augmenter la dureté et la résistance de l'acier, mais le rendent également plus difficile à machine.
D'un autre côté, la présence de ces éléments d'alliage peut également améliorer la durabilité de l'acier, permettant un meilleur contrôle de la dureté et de la microstructure pendant le traitement thermique. Cela peut être bénéfique pour la machinabilité, car une distribution de dureté plus uniforme et prévisible peut entraîner des performances d'usinage plus cohérentes.
Dureté et de la machinabilité
La dureté est l'un des facteurs les plus critiques affectant la machinabilité des tiges chromées 42CRMO4. Généralement, à mesure que la dureté du matériau augmente, les forces de coupe requises pour l'usinage augmentent également et le taux d'usure des outils augmente.
42CRMO4 peut être traité à la chaleur pour atteindre un large éventail de niveaux de dureté, en fonction des exigences d'application spécifiques. Pour les opérations d'usinage, il est souvent recommandé d'avoir le matériau dans un état relativement doux, généralement avec une dureté d'environ 200 à 250 Ho (dureté Brinell). Cela permet une coupe plus facile et réduit le risque de rupture d'outils.
Cependant, dans certains cas, une dureté plus élevée peut être nécessaire pour le produit final. Dans de telles situations, des techniques et des outils d'usinage spéciaux peuvent être nécessaires pour assurer une usinage efficace et précise.
Microstructure et machinabilité
La microstructure de 42CRMO4 a également un impact significatif sur sa machinabilité. Une microstructure homogène à grain fin est généralement plus favorable à l'usinage, car elle offre une meilleure formation de puces et réduit la probabilité de formation de bords accumulé (BUE).
Le traitement thermique peut être utilisé pour contrôler la microstructure de 42crmo4. La normalisation ou le recuit peuvent être effectués pour affiner la structure des grains et améliorer la machinabilité du matériau. La trempe et la trempe peuvent être utilisées pour réaliser la dureté et la force souhaitées, mais il faut prendre soin d'éviter la formation de contraintes résiduelles excessives, ce qui peut affecter négativement les performances d'usinage.
Propriétés thermiques et machinabilité
Les propriétés thermiques de 42crmo4, telles que sa conductivité thermique et sa chaleur spécifique, peuvent également influencer sa machinabilité. Pendant l'usinage, une quantité importante de chaleur est générée à l'interface de coupe. Si le matériau a une faible conductivité thermique, la chaleur peut s'accumuler dans la zone de coupe, entraînant une augmentation de l'usure des outils et une qualité de surface réduite.
42CRMO4 a une conductivité thermique relativement bonne par rapport à certains autres aciers alliés, ce qui aide à dissiper la chaleur générée pendant l'usinage. Cependant, le refroidissement et la lubrification appropriés sont toujours essentiels pour maintenir une température de coupe stable et prolonger la durée de vie de l'outil.
Considérations d'usinage pratiques
Lors de l'usinage des tiges chromées de 42CRMO4, plusieurs considérations pratiques doivent être prises en compte pour garantir des performances d'usinage optimales:
Sélection d'outils
Le choix des outils de coupe est crucial pour l'usinage 42crmo4. Des outils en acier à grande vitesse (HSS) peuvent être utilisés pour des opérations d'usinage relativement à faible vitesse, mais pour des applications plus exigeantes, les outils en carbure sont souvent préférés. Les outils en carbure offrent des vitesses de coupe plus élevées, une meilleure résistance à l'usure et peuvent résister à des températures plus élevées.
Les outils en carbure en revêtement, tels que ceux avec des revêtements de nitrure de titane (TIN) ou de carbonitride de titane (TICN), peuvent encore améliorer la durée de vie des outils et la réduction des performances. Ces revêtements fournissent une couche dure et résistante à l'usure qui réduit la friction et protège l'outil des réactions chimiques avec le matériau de la pièce.
Paramètres de coupe
Une sélection appropriée des paramètres de coupe, y compris la vitesse de coupe, le taux d'alimentation et la profondeur de coupe, est essentielle pour atteindre une bonne machinabilité. Les paramètres de coupe optimaux dépendront de l'opération d'usinage spécifique, du matériau de l'outil et de la dureté de la pièce.
En général, des vitesses de coupe plus élevées peuvent augmenter la productivité, mais elles génèrent également plus de chaleur et peuvent entraîner une usure d'outils plus rapide. Un équilibre doit être trouvé entre la vitesse de coupe et la durée de vie de l'outil pour assurer un usinage efficace et rentable.
La vitesse d'alimentation et la profondeur de coupe affectent également les forces de coupe et la formation de puces. Un taux d'alimentation plus élevé peut augmenter le taux d'élimination des matériaux, mais il peut également entraîner une finition de surface plus faible. La profondeur de la coupe doit être sélectionnée en fonction de la géométrie de l'outil et du matériau de la pièce pour éviter les forces de coupe excessives et la rupture de l'outil.
Refroidissement et lubrification
Le refroidissement et la lubrification sont essentiels pour l'usinage des tiges chromées 42crmo4. Un liquide de refroidissement ou un lubrifiant peut aider à réduire la température de coupe, à éliminer les copeaux et à empêcher la formation de bords de construction.
Les refroidissements solubles dans l'eau sont couramment utilisés pour l'usinage 42CRMO4. Ces liquides de refroidissement offrent de bonnes propriétés de refroidissement et de lubrification et sont respectueux de l'environnement. Les refroidisseurs synthétiques offrent d'excellentes performances de refroidissement et peuvent être utilisées dans les opérations d'usinage à grande vitesse.
Contrôle des puces
Un contrôle efficace des puces est essentiel pour l'usinage lisse et efficace. Les puces produites lors de l'usinage doivent être divisées en petites pièces gérables pour les empêcher de boucher la zone de coupe et de endommager l'outil ou la pièce.
La géométrie et les paramètres de coupe de l'outil appropriés peuvent aider à contrôler la formation de puces. Par exemple, l'utilisation d'un outil avec un disjoncteur de puce peut aider à diviser les puces en petits morceaux. De plus, le liquide de refroidissement peut également aider à éliminer les puces en éloignant les copeaux de la zone de coupe.
Produits connexes
En plus des tiges chromées 42crmo4, nous proposons également une gamme de produits connexes, notammentTie à piston creux de placage chromé,Tige de piston S45C, etTige lisse chromée. Ces produits sont conçus pour répondre aux divers besoins de nos clients et peuvent être utilisés dans une variété d'applications.
Conclusion
La machinabilité des tiges chromées 42CRMO4 est influencée par une variété de facteurs, notamment la composition chimique, la dureté, la microstructure et les propriétés thermiques. En comprenant ces facteurs et en prenant en compte les considérations d'usinage appropriées, il est possible d'obtenir une usinage efficace et de haute qualité de tiges chromées 42CRMO4.
En tant que fournisseur de tiges chromées 42CRMO4, nous nous engageons à fournir à nos clients des produits de haute qualité et un support technique. Si vous avez des questions sur la machinabilité des tiges chromées de 42CRMO4 ou si vous souhaitez acheter nos produits, n'hésitez pas à nous contacter pour une discussion plus approfondie et une négociation d'approvisionnement.
Références
- "Usinage des métaux: une introduction à la mécanique et à la physique thermique de la coupe" par MC Shaw
- "Métallurgie pour les ingénieurs" par George E. Dieter
- "Handbook des ingénieurs de l'outil et de la fabrication, volume 1: usinage" par Society of Manufacturing Engineers